Подключение датчика BLTouch к robin nano v1.1
Датчик BLtouch используется для построения карты высот стола. Общую информацию о работе и подключении можно посмотреть в видео:
- Дмитрий Соркин, BLTouch. Стоит ли покупать? Установка, прошивка
- Бессистемный техноблог Краткий рассказ о подключении датчика уровня стола BLTouch или его китайского аналога 3DTouch к плате MKS Robin Nano
- Sergey Irbis Сравнение BLTouch и 3DTouch, тесты с кривым столом.
Краткое содержание
- Подключение к плате MKS Robin Nano v1.*
- Настройка Marlin
- Регулировка положения стола
- Построение сетки стола (AUTO_BED_LEVELING_UBL), настройка слайсера для быстрой коррекции перед печатью
Датчик
BLTouch от Trianglelab. В комплекте с датчиком идут провода, но их длины не хватает для подключения к плате на FB4S. Для удлинения проводов можно использовать еще один комплект удлинителя
Для надежного подключения к плате можно использовать JST XH 2.54 3 Pin коннектор.
Установка датчика
Для установки датчика на универсальную голову для FB4S нужны небольшие изменения
Для установки на другую голову, необходимо сделать кронштейн для датчика. Основные требования:
- В убранном состоянии щуп должен быть выше сопла
- В выдвинутом состоянии щуп должен быть ниже сопла
- Положение щупа, в котором срабатывает концевик, должно быть ниже сопла
Принцип работы датчика
У датчика есть управляемый щуп, который он может выдвигать и задвигать по команде. Так же он может с высокой точностью и повторяемостью определять прохождение щупом “точки детекции”. Когда стол толкает вытянутый щуп, в определенный момент он достигает “точку срабатывания” и датчик фиксирует именно это. Bltouch не замеряет высоту от стола или насколько вытянут щуп. Он лишь сообщает МК, что щуп достиг “точки срабатывания”, но делает это с погрешностью в тысячные доли миллиметра. МК знает высоту по Z и по тому, где сработал датчик, определяет высоту до стола в этом месте.
В данном примере используется метод Unified Bed Leveling, который сочетает приемущества остальных способов, позволяет строить, редактировать и сохранять сетку.
Подключение
У датчика 5 проводов, которые можно разделить на две группы: управление щупом (серва) и концевик. Обычно провода обозначаются цветом.
Управление щупом:
- Коричневый - GND
- Красный - 5V
- Оранжевый - сигнал управления
Концевик:
- Черный - GND
- Белый - сигнал
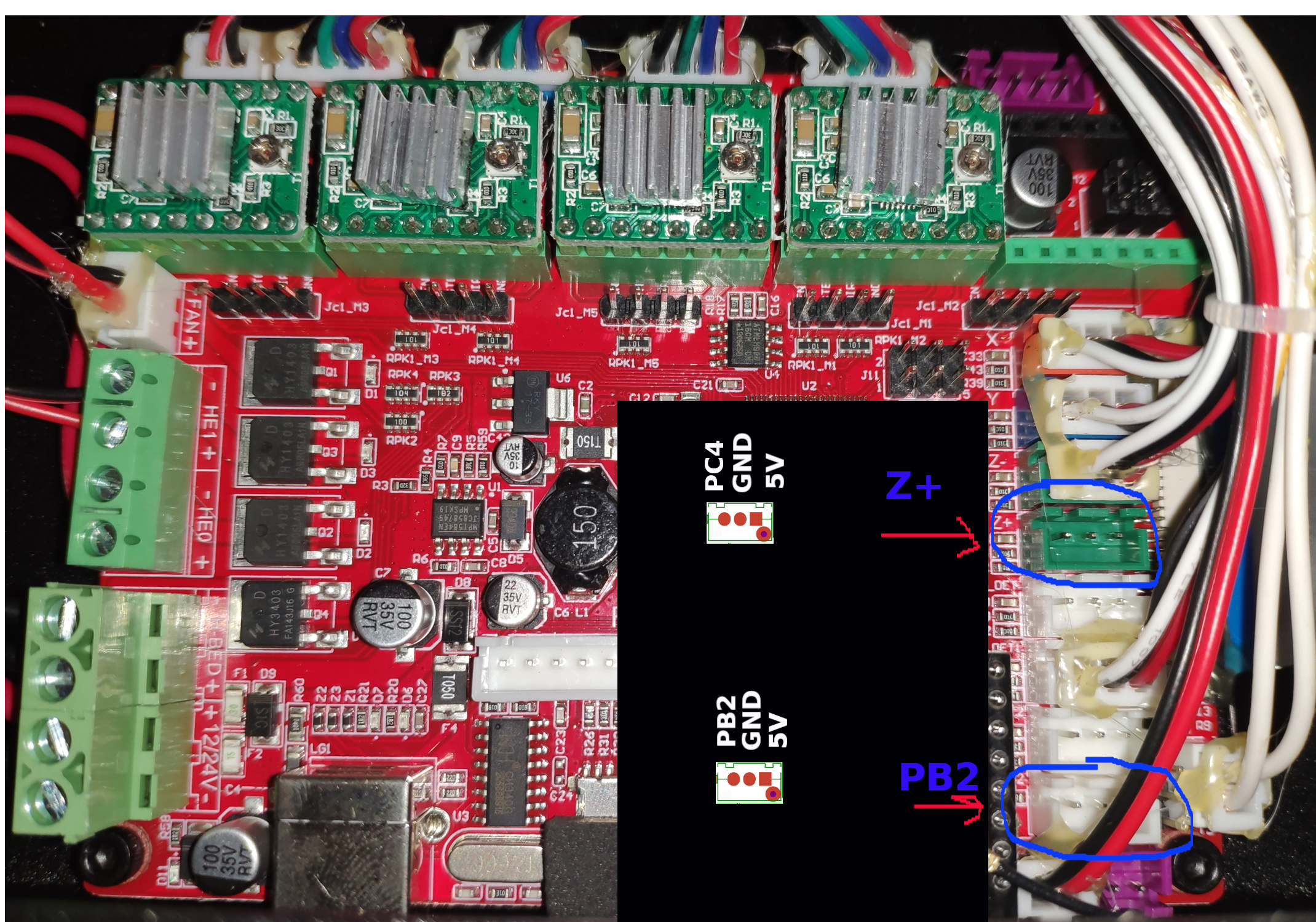
Для прогнозируемой и понятной работы Bltouch, парковку оси Z следует сделать по датчику, а не по концевику. В данном случае, чтобы не вносить лишних изменений и оставить возможность отключить Bltouch только прошивкой, не изменяя подключения проводов, датчик подключен в разъем ZMax (пин PC4).
Управление выдвиганием щупа подключено в разъем PB2 (обозначен на плате). На платах Robin Nano-s 1.3 уже есть отдельный разъем для управления сервой Bltouch, нога PA8. Концевик можно так же подключить в разъем ZMax (PC4).
Выбор ног для подключения может быть произвольным, однако надо учитывать, что на плате Robin Nano разъемы ZMin, Zmax, PWR-DET, MT1-DET, MT2-DET выполненый как вход. Выражается это в схемотехнике на плате:
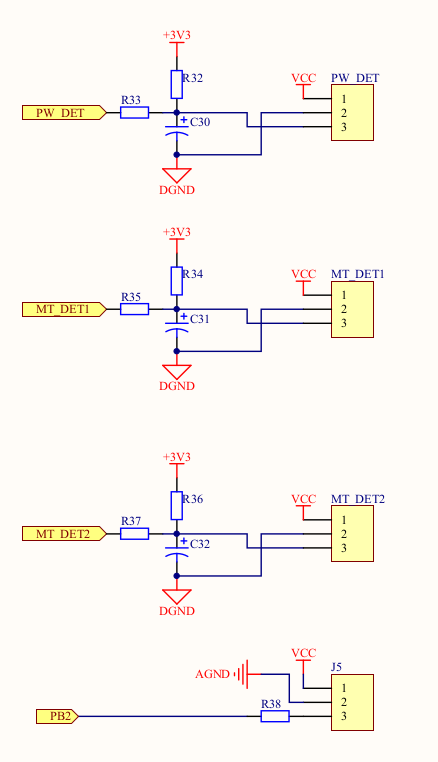
Резисторы R32 - R37 номиналом 10К. Это позволяет подключать к этим разъемам устройства с уровнем в 5V. В том числе и BLTouch.
Разъем PB2 выполнен как выход, с токоограничивающим резистором R38 номинало 100 Ом.
На плате разъемы расположены следующим образом:
Настройка Marlin
Настройки приведены для сборки под FB4S.
Основные настройки:
Для всех плат, которые устанавливаются в принтеры Flying Bear 4S и 5, ноги МК на которые подключен датчки настраиваются в файле Marlin/src/pins/stm32f1/pins_MKS_ROBIN_NANO.h:
#define SERVO0_PIN PB2 //Нога управления сервой
#define BL_TOUCH_Z_PIN PC4 //Нога концевика
Файл Marlin/Configuration.h, секция “Z Probe Options”.
Если датчик подключен не в разъем Zmin, нужно выключть:
//#define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN
Поскольку используется парковка по BLtouch, а не по концевику, то нужно включить:
// Force the use of the probe for Z-axis homing
#define USE_PROBE_FOR_Z_HOMING
Нога щупа BLtouch:
#define Z_MIN_PROBE_PIN BL_TOUCH_Z_PIN
Отключить ручной режим, включить BLTouch
//#define PROBE_MANUALLY
#define BLTOUCH
Так же нужно установить:
#define Z_MIN_ENDSTOP_INVERTING false
и
#define Z_MIN_PROBE_ENDSTOP_INVERTING false
Смещение сопла относительно датчика (зависит от физического положения датчика X,Y,Z). При первоначальной настройке Z можно поставить 0.
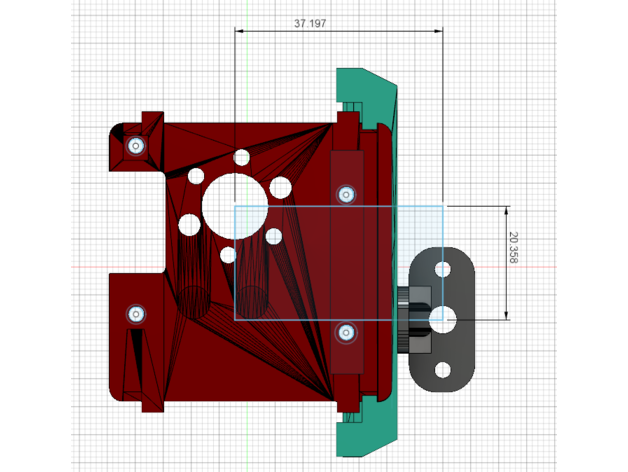
В моем случае, как видно из чертежа, датчик смещен на 37 мм по оси X в положительную сторону и на 20 мм по оси Y в отрицательную.
#define NOZZLE_TO_PROBE_OFFSET { 37, -20, 0 }
Измерять 3 раза и выпадающее значение отбрасывать:
#define MULTIPLE_PROBING 3
#define EXTRA_PROBING 1
Предел для установки Z Offset в мм. Эти параметры означают, что при замере датчиком срабатывание будет ожидаться в диапазоне от 3 до -3 мм. Если датчик сработает раньше или позже это будет расцениваться как ошибка.
#define Z_PROBE_OFFSET_RANGE_MIN -3
#define Z_PROBE_OFFSET_RANGE_MAX 3
Включение функции теста точности датчика (позволяет оценить точность работы датчика командой M48 ):
#define Z_MIN_PROBE_REPEATABILITY_TEST
Задать способ построения сетки. Используется рекомендуемый метод Unified Bed Leveling
#define AUTO_BED_LEVELING_UBL
Включить Z_SAFE_HOMING и задать точку для парковки:
#define Z_SAFE_HOMING
#if ENABLED(Z_SAFE_HOMING)
#define Z_SAFE_HOMING_X_POINT (37) // X point for Z homing when homing all axes (G28).
#define Z_SAFE_HOMING_Y_POINT (5) // Y point for Z homing when homing all axes (G28).
#endif
Для Z_SAFE_HOMING_X_POINT и Z_SAFE_HOMING_Y_POINT указывается точка по положению щупа, а не сопла. В данном случае, голова займет положение, в котором щуп датчика находится в X37 Y5. Учитывая настройку PROBE_OFFSET, положение сопла по оси X окажется Z_SAFE_HOMING_X_POINT - PROBE_OFFSET_X = 37 - 37 = 0. По оси Y: Z_SAFE_HOMING_Y_POINT - PROBE_OFFSET_Y = 5 - (-20) = 25
Задание границ для замеров
Можно задать отступы и границы, куда может дотянуться щуп датчика. При парковке головы по концевикам осей X и Y на FB4S сопло оказывается вне пределов стола по оси Y. По оси X сопло не может достигнуть край стола, в моем случае оно смещено на 13мм. Для упрощения расчетов, я применил коррекцию только по оси Y:
// The size of the print bed
#define X_BED_SIZE 245
#define Y_BED_SIZE 200
// Travel limits (mm) after homing, corresponding to endstop positions.
#define X_MIN_POS 0
#define Y_MIN_POS -6
#define Z_MIN_POS 0
#define X_MAX_POS X_BED_SIZE+X_MIN_POS
#define Y_MAX_POS Y_BED_SIZE
#define Z_MAX_POS 200
Исходят из этих настроек, точка 0,0 для сопла будет совпадать с позицией концевика по оси X, и на 6мм сдвинута по оси Y от точки, где срабатывает концевик.
В моем случае, никаких дополнительных ограничений по перемещению датчика нет:
#define PROBING_MARGIN 0
В Marlin/Configuration_adv.h:
#define PROBING_MARGIN_LEFT PROBING_MARGIN
#define PROBING_MARGIN_RIGHT PROBING_MARGIN
#define PROBING_MARGIN_FRONT PROBING_MARGIN
#define PROBING_MARGIN_BACK PROBING_MARGIN
Границы сетки:
#define MESH_INSET 5
#define MESH_MIN_X MESH_INSET
#define MESH_MIN_Y MESH_INSET
#define MESH_MAX_X X_BED_SIZE - (MESH_INSET)
#define MESH_MAX_Y Y_BED_SIZE - (MESH_INSET)
Первичная настройка датчика
- Сбросить настройки прошивки и сохранить eeprom. Это можно сделать командами:
M502 ;factory reset
M500 ;save
Или из меню принтера, “initialize eeprom”. Этак команда сбросит все сохраненные настройки и заменит их на значения по умолчанию. Поэтому, если были изменены настройки шагов или еще какие-то параметры, их нужно выставить снова.
- Проверить работоспособность датчика в меню Bltouch. По команде “deploy” щуп должен опускаться, по команде “stow” подниматься. При этом в выводе команды M119 должно меняться состояние для z_probe.
- Сбросить Z PROBE OFFSET в 0. Это можно сделать или командой M851 Z0 или из меню принтера.
- Выполнить команду G28 или Auto Home из меню. Первый раз, желательно подстраховаться, чтобы в случае, если датчик не работает, не упереться соплом в стол: предварительно опустить стол вниз и во время парковки оси Z рукой нажать на щуп датчика. Замер происходит несколько раз. Если стол остановился, можно попробовать выполнить парковку.
- Предварительно определить Z PROBE OFFSET. Для этого сначала нужно выполнить парковку командой G28 или Auto Home из меню. По умолчанию, после парковки, стол опускается на 10мм. Отправляем стол в точку 0, или командой G1 Z0 или из меню движения. Если датчик установлен правильно, между соплом и столом будет какое-то расстояние. Кладем лист бумаги и небольшими шагами начинаем приближать стол к соплу. Большая точность не нужна, достаточно просто чтобы лист слегка закусывало, но он не был прижат. Текущую координату по Z можно посмотреть на экране или командой M114. Полученное значение со знаком минус нужно указать в Z PROBE OFFSET. При правильной установке датчика значение Z PROBE OFFSET должно быть отрицательным.
Выравнивание стола
Для лучшей геометрии моделей можно выровнять плоскость стола параллельно плоскости движения головы в плоскости XY. Для этого нужно выбрать 4 точки по краям стола. В моем случае это точки с координатами (0,25), (208,25), (208,200), (0,200).
Максимальнальная координата по Y, в моем случае, ограничена перемещением головы, я просто использовал максимальное значение (200).
По X максимальное значение определяется так: максимальное перемещение по X (245 в моем случае) - значение PROBE_OFFSET по X (37). Таким образом, при перемещении сопла в точку X208 щуп Bltouch окажется в точке X245.
Перемещение головы выполняется командой G1.
Замер высоты выполняется командой G30. Будет произведен замер в текущем положении головы и в ответе на команду будет текущая высота по Z.
Подкручивая винты, можно выставить стол, чтобы значения во всех 4 точках были одинаковые. Обычно нужно сделать проход по 4 точка несколько раз.
Примерный список команд:
G28 ;парковка, обнуление всех осей.
G30 ;первый замер в точке (0,25), она совпадает у меня с точкой парковки
G1 X208 F1000 ;передвинуть голову в точку X208, не меняя Y
G30 ;замер во второй точке
G1 Y200 F1000 ;передвинуть голову в точку Y200, не меняя X
G30 ;замер в третьей точке
G1 X0; передвинуть голову в точку X0, не меняя Y
G30 ;замер в четвертой точке
G28 ;вернуть голову в точку парковки, обнулить оси
ASSISTED TRAMMING
В качестве альтернативы ручному методу с выполнением команды G30, можно использовать функцию ASSISTED TRAMMING. Работает это так: датчик замеряет высоту по 4 точкам и, зная шаг винтов регулировки стола, сообщает на сколько какой винт нужно повернуть.
Настройки функции в Marlin/Configuration_adv.h:
#define ASSISTED_TRAMMING
#if ENABLED(ASSISTED_TRAMMING)
// Define positions for probing points, use the hotend as reference not the sensor.
#define TRAMMING_POINT_XY { { 37, 10 }, { 223, 10 }, { 223, 180 }, { 37, 180 } }
// Define positions names for probing points.
#define TRAMMING_POINT_NAME_1 "Front-Left"
#define TRAMMING_POINT_NAME_2 "Front-Right"
#define TRAMMING_POINT_NAME_3 "Back-Right"
#define TRAMMING_POINT_NAME_4 "Back-Left"
// Enable to restore leveling setup after operation
#define RESTORE_LEVELING_AFTER_G35
// Add a menu item for Assisted Tramming
#define ASSISTED_TRAMMING_MENU_ITEM
/**
* Screw thread:
* M3: 30 = Clockwise, 31 = Counter-Clockwise
* M4: 40 = Clockwise, 41 = Counter-Clockwise
* M5: 50 = Clockwise, 51 = Counter-Clockwise
*/
#define TRAMMING_SCREW_THREAD 30
#endif
TRAMMING_POINT_XY - это координаты точек, куда должен приехать щуп Bltouch. В моем случае, посколько щуп смещен по оси X на 37мм, он не может делать замеры для значений X меньше 37. По Оси Y щуп смещен на 20мм, поэтому максимальное значение по Y, которое может достичь щуп - 180.
TRAMMING_SCREW_THREAD - это параметры резьбы винтов регулировки стола. В случае FB4S/5 используются винты с стандартной резьбой М3.
ASSISTED_TRAMMING_MENU_ITEM - добавляет запуск замера в меню. На данный момент COLOR_UI интерфейс не поддерживает вывод результатов, поэтому нужно подключиться к UART.
Запускается замер командой G35. После замера 4 точек будет выведен результат:
Turn Front-Right CW by 0 turns and 2 minutes
Turn Back-Right CW by 0 turns
Turn Back-Left CCW by 1 turns and 32 minutes
CW - повернуть на указанное количество оборотов и минут по часовой стрелке, CCW - против.
Построение сетки поверхности стола:
G28
M190 S80 ;нагреть стол до 80 градусов
G29 P0 ;обнулить текущую сетку
G29 P1 T ;запустить измерение, выводить резульаты
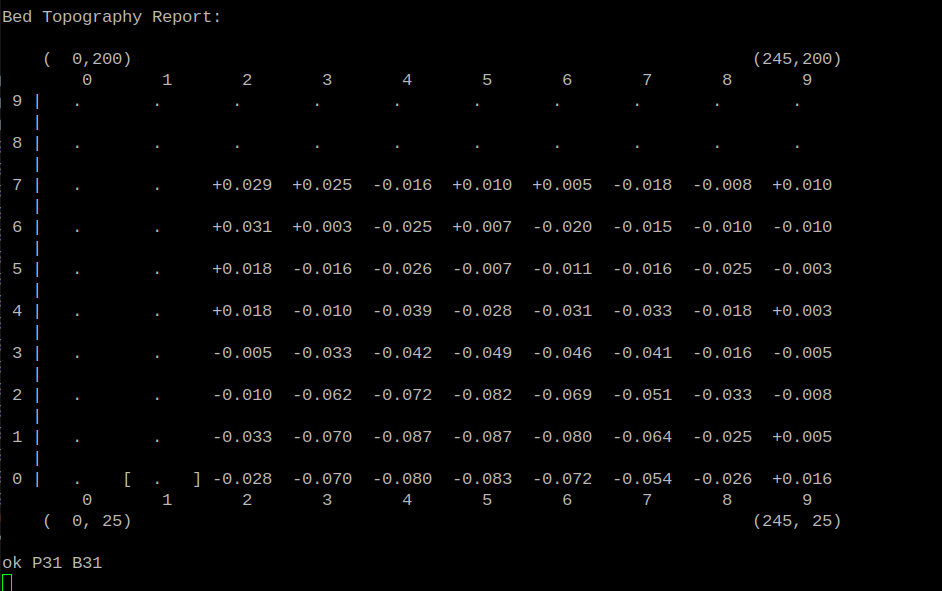
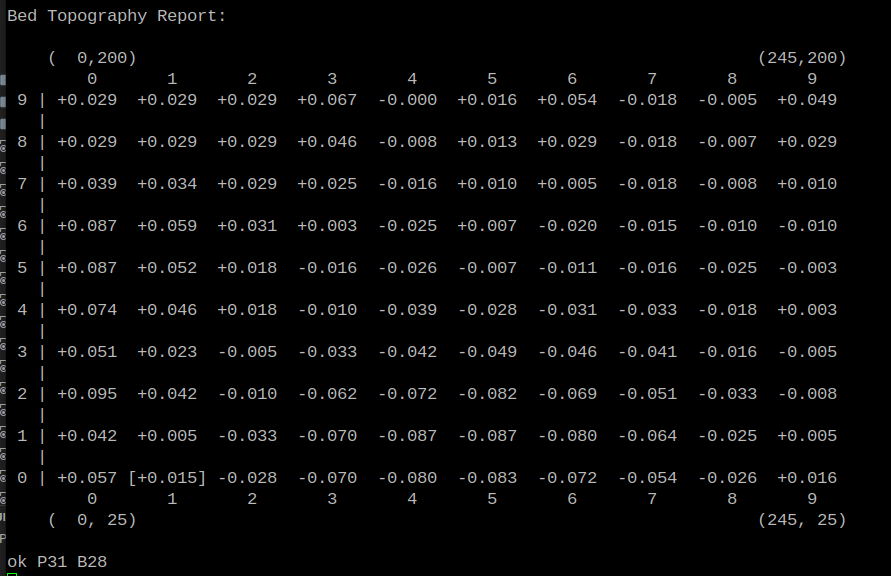
Начнется измерение высоты в точках, куда возможно дотянуться щупом. В моем случае, для сетки из 100 точек (10*10) щуп смог дотянуться до 72. Посмотреть результат измерения можно или командой “G29 T” или “M420 V”. После замера ответ выглядит приблизительно так:
Для использования сетки, остальные значения нужно рассчитать. Делается это командой:
G29 P3 T
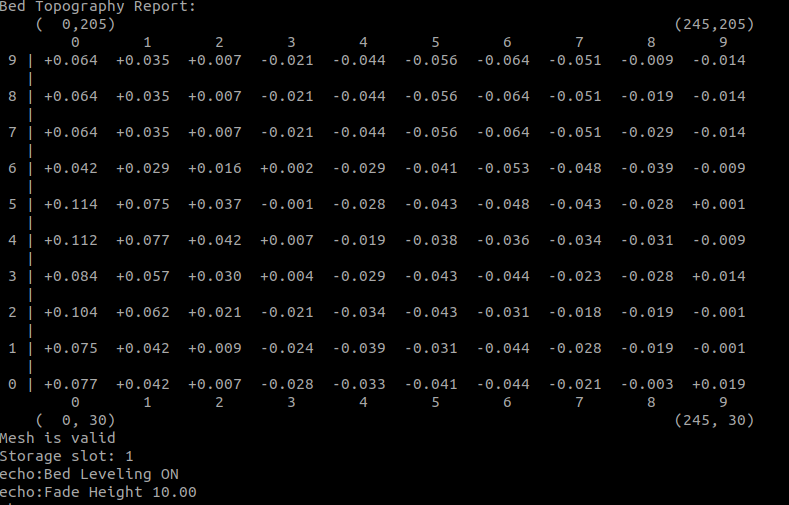
Эта команда, заполняет “один шаг” в сетке, поэтому для заполнения сетки полностью, ее нужно выполнить несоклько раз. Между запусками, можно посмотреть результат командой “G29 T”. В моем случае, запустить команду нужно было дважды. В результате получилась полная сетка поверхности:
Теперь результат можно сохранить. Есть возможность сохранить несколько сеток, указав номер.
G29 S1 ;сохранить сетку под номером 1
G29 F10.0 ;установить Fade Height
G29 A ;сохранить сетку в eeprom.
M500 ;записать eeprom
Fade Height - это высота в мм после которой не будет применяться коррекция.
Проверить, что настройки сохранены: перезагрузить принтер и посмотреть состояние:
M420 V
В выводе команды должна быть сетка с актуальными значениями, состояние “Mesh is valid”, а так же “Bed Leveling ON”
В процессе эксплуатации стол может немного изменять свое положение. Для быстрой коррекции в стартовый код можно добавить команду измерения наклона стола по 3-м точкам. Датчик проведет измерение в 3 точках (можно указать больше) и сделает “наклон” сохраненной сетки под эти измерения. Для того, чтобы корреция происходила после нагрева стола, но до нагрева сопла, нужно настроить стартовый код в слайсере. Обычная логика такая: если слайсер не находит в стартовом коде команд управления температурой (M104, M109, M140, M190), он их добавит автоматически. Если какие-то из этих команд есть, он соответсвенно не будет добавлять команды для нагрева стола или сопла. Это позволяет управлять очередностью нагрева. А для того, чтобы не править стартовый код при изменении температуры, в командах можно указать макросы, которые слайсер заменит на соответствующие значения.
Для Cura:
G28 ;парковка, чтобы обнулить координаты
G29 J ;Запустить коррекцию наклона стола
G28 ;вернуть голову в нулевую позицию
M104 S{material_print_temperature_layer_0}
M109 S{material_print_temperature_layer_0}
Для Prusaslicer/SuperSlicer есть две настройки стартового и финишного кода - в настройках принтера и в настройках филамента. Логика работы программы такая: в стартовом коде принтера включить нагрев стола, дождаться его, включить нагрев сопла и не ждать его нагрева, перейти к стартовому коду для филамента. Поэтому, для того чтобы сделать замеры стола перед печатью с нагретым столом, но холодным соплом (чтобы не оставлять следов), в стартовый код принтера нужно добавить:
G28 ;парковка, чтобы обнулить координаты
G29 J ;Запустить коррекцию наклона стола
G28 ;вернуть голову в нулевую позицию
M104 S[first_layer_temperature_0] ;нагреть сопло
А код для прочистки сопла разместить в стартовом g-код для филамента.
Настройка Z probe offset
Окончательная настройка Z probe offset делается на тестовой печати. Нужно запустить пробную печать небольшой модели с большим количеством линий юбки. Тестовый кубик с 30 линиями юбки отлично подойдет. Во время печати юбки из меню Tune-> BabyStepping изменяя высоту стола нужно добиться правильной укладки линий.
BabyStepping это возможность изменять высоту стола небольшими шагами (по умолчанию по 0.01 мм). Эти изменения не влияют на расчеты и никак не учитываются прошивкой, это просто возможность “подвигать” мотор оси Z, равносильно тому, что повернуть винт оси рукой. Поэтому значение BabyStepping сбрасывается при парковке.
Когда уровень стола будет устраивать, нужно запомнить итоговое значение BabyStepping и остановить печать. Полученное значение нужно прибавить к Z PROBE OFFSET и сохранить настройки в eeprom.
Сохранение сетки и восстановление после прошивки
Для того, чтобы после смены прошивки и сброса eeprom не проводить замер стола по новой, можно сохранить результаты. Посмотреть текущие значения можно командой:
M420 V T1
А установить значение для конкретной точки:
M421 I1 J6 Z-0.908
Для того, чтобы не переписывать эти значения руками, я сделал небольшой скрипт на python. В скрипте нужно указать COM-порт к которому подключен принтер (/dev/ttyUSB0 в моем случае). Скрипт открывает порт, отправляет туда команду “M420 V T1”, получает ответ и выводит его ввиде набора команд M421 для всех точек (100 штук в данном случае). Эти команды можно сохранить в файл с расширением .gcode, добавить команды сброса сетки и сохранения в eeprom и положить на sd карту. Пример такого файла:
M502 ;Reset settings to configuration defaults
M500 ;and Save to EEPROM.
M501 ;Read back in the saved EEPROM.
;Step/mm
M92 X80 Y80 Z200 E211 ;Step/mm
;PID
M301 P19 I1 D64
M304 P26 I4 D102
;Probe offset
M851 Z-0.75
;TMC2209 driver current
M906 X700 Y800 Z800
M906 T0 E450
;Load/Unload length
M603 L150 U150
;Mesh data
M421 I0 J0 Z0.700
M421 I0 J1 Z-0.490
M421 I0 J2 Z-0.980
M421 I0 J3 Z-0.869
M421 I0 J4 Z-0.846
M421 I0 J5 Z-0.873
M421 I0 J6 Z0.436
M421 I0 J7 Z0.562
M421 I0 J8 Z0.452
M421 I0 J9 Z-0.853
M421 I1 J0 Z0.281
M421 I1 J1 Z0.326
M421 I1 J2 Z0.541
M421 I1 J3 Z0.503
M421 I1 J4 Z0.021
M421 I1 J5 Z0.969
M421 I1 J6 Z-0.376
M421 I1 J7 Z-0.448
M421 I1 J8 Z0.401
M421 I1 J9 Z-0.177
M421 I2 J0 Z-0.988
M421 I2 J1 Z0.874
M421 I2 J2 Z0.201
M421 I2 J3 Z-0.191
M421 I2 J4 Z0.282
M421 I2 J5 Z0.615
M421 I2 J6 Z-0.103
M421 I2 J7 Z-0.020
M421 I2 J8 Z-0.952
M421 I2 J9 Z-0.069
M421 I3 J0 Z-0.390
M421 I3 J1 Z0.112
M421 I3 J2 Z0.260
M421 I3 J3 Z-0.796
M421 I3 J4 Z0.637
M421 I3 J5 Z0.852
M421 I3 J6 Z-0.451
M421 I3 J7 Z0.727
M421 I3 J8 Z0.374
M421 I3 J9 Z-0.809
M421 I4 J0 Z-0.056
M421 I4 J1 Z-0.921
M421 I4 J2 Z0.776
M421 I4 J3 Z0.016
M421 I4 J4 Z-0.766
M421 I4 J5 Z0.677
M421 I4 J6 Z0.681
M421 I4 J7 Z-0.711
M421 I4 J8 Z-0.950
M421 I4 J9 Z0.255
M421 I5 J0 Z-0.855
M421 I5 J1 Z-0.746
M421 I5 J2 Z-0.371
M421 I5 J3 Z0.056
M421 I5 J4 Z-0.597
M421 I5 J5 Z-0.072
M421 I5 J6 Z-0.291
M421 I5 J7 Z-0.999
M421 I5 J8 Z0.123
M421 I5 J9 Z0.281
M421 I6 J0 Z-0.509
M421 I6 J1 Z-0.962
M421 I6 J2 Z-0.943
M421 I6 J3 Z-0.865
M421 I6 J4 Z0.421
M421 I6 J5 Z0.436
M421 I6 J6 Z0.766
M421 I6 J7 Z0.288
M421 I6 J8 Z0.821
M421 I6 J9 Z0.727
M421 I7 J0 Z-0.879
M421 I7 J1 Z-0.068
M421 I7 J2 Z0.260
M421 I7 J3 Z0.812
M421 I7 J4 Z-0.303
M421 I7 J5 Z0.752
M421 I7 J6 Z0.020
M421 I7 J7 Z-0.536
M421 I7 J8 Z-0.428
M421 I7 J9 Z0.964
M421 I8 J0 Z0.018
M421 I8 J1 Z-0.294
M421 I8 J2 Z0.720
M421 I8 J3 Z0.335
M421 I8 J4 Z0.147
M421 I8 J5 Z0.817
M421 I8 J6 Z-0.476
M421 I8 J7 Z-0.889
M421 I8 J8 Z-0.366
M421 I8 J9 Z0.359
M421 I9 J0 Z-0.176
M421 I9 J1 Z-0.680
M421 I9 J2 Z0.193
M421 I9 J3 Z-0.022
M421 I9 J4 Z0.504
M421 I9 J5 Z-0.921
M421 I9 J6 Z-0.713
M421 I9 J7 Z-0.868
M421 I9 J8 Z0.987
M421 I9 J9 Z-0.429
;Store mesh
G29 S1
;Set Fade Height for correction at 10.0 mm.
G29 F 10.0
;Activate the UBL System.
G29 A
M500
M117 Init done
После обновления прошивки или просто сброса eeprom достаточно запустить этот файл “на печать” и нужные значения будут восстановлены.